
One Platform. Complete Visibility. Enterprise Control.
SMARTSITES with Grain provides a unified platform to monitor grain conditions, automate aeration, and enforce standardized management practices across all sites, maximizing asset value and operational consistency.
-
Grain Condition Monitoring
Avoid redundant investments—RealmFive connects reliably to your existing temp cables, regardless of brand or structure, so you can maximize the value existing assets.
-
Non-contact Grain Monitoring
Detect early signs of spoilage and grain respiration with CO2 monitoring to prevent losses and maintain grain quality.
.jpg?width=1200&length=1200&name=20230907_153633%20(1).jpg)



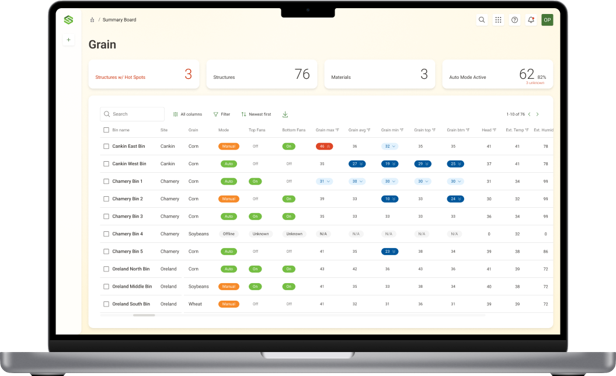
Centralized Grain Quality Visibility Across Your Operation.
Gain complete visibility of your stored grain with the RealmFive Grain Temperature Cable (TCM) System, powered by SMARTSITES.
-
Real-Time Monitoring
Track grain temperature and condition across all sites through SMARTSITES List View.
-
Early Issue Detection
Identify hotspots or spoilage before they impact quality or yield.
-
Seamless Integration
Connect temperature and condition data directly into your existing management systems for unified oversight.
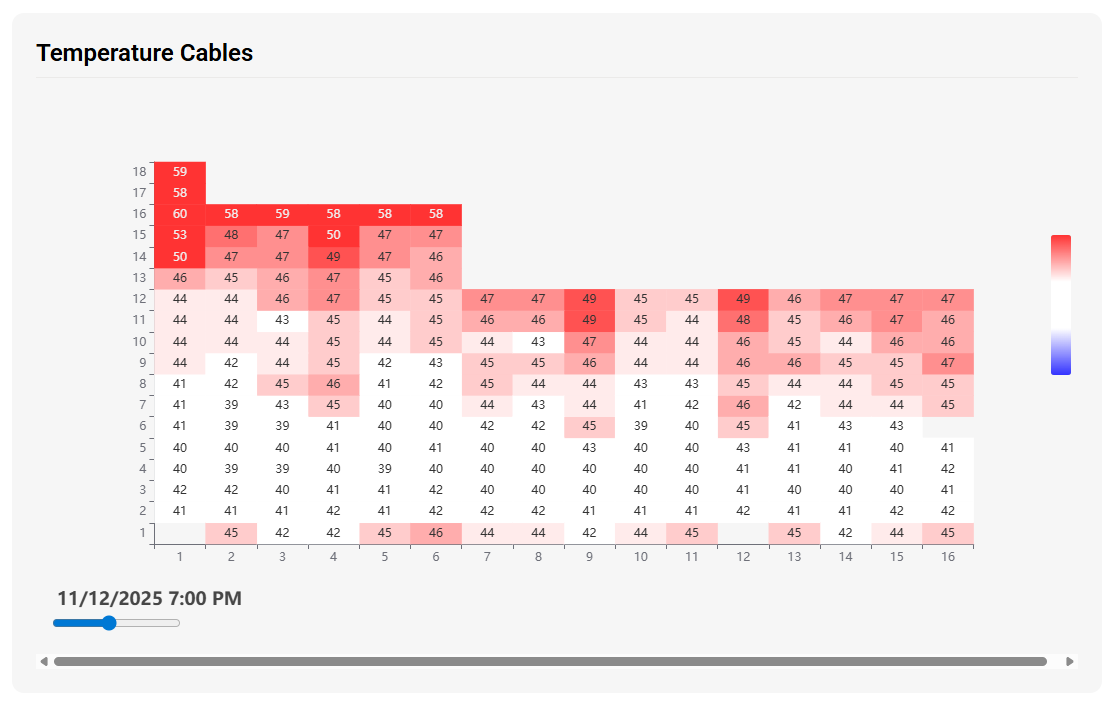
Historical Grain Temperature Insights
See how grain conditions change over time with the RealmFive Temperature Cable Monitoring (TCM) System, powered by SMARTSITES.
-
Replay History
Visualize temperature trends and hotspot movement over time.
-
Pinpoint Changes
Identify when and where conditions began shifting for proactive action.
-
Validate Decisions
Confirm aeration effectiveness and grain quality improvements through historical data.

Standardize Grain Management. Enforce SOP's with Confidence.
Centrally configure and enforce grain conditioning settings across all sites to ensure consistent quality, regulatory compliance, and operational efficiency at scale.
-
Standardized Quality Control
Ensure consistent grain conditioning practices across all sites by applying centrally defined temperature, moisture, and aeration thresholds.
-
Operational Efficiency at Scale
Eliminate manual configuration errors and reduce variance in site behavior by centrally deploying and locking condition settings.
-
Proactive Risk Mitigation
Identify and address deviations before they lead to spoilage, safety hazards, or equipment stress, protecting inventory and infrastructure.
"I had been looking for more efficient opportunities to track grain quality across all of our locations instead of relying on someone to physically check all of their bins when everyone is busy. We've worked with others in the past but weren't able to come up with a viable solution that solved our challenges. RealmFive heard our needs and delivered a scalable solution to automate the fans across our commercial grain bins, as well as centralizing anhydrous ammonia inventories across our organization."

RealmFive SMARTSITES provide centralized visibility, reduced labor, and standardization to ag retailers and cooperatives.